新闻动态
新闻动态
- 镀锌钢丝绳6*7+FC,电镀锌钢丝绳7*7
- 电镀锌钢丝绳(7*7-3.18)
- 旋挖钻机钢丝绳使用过程中应注意哪些事
- 旋挖钻机钢丝绳报废时应注意以下4点
- 如何延长旋挖钻机钢丝绳的使用寿命?
- 工程机械钢丝绳的正确使用方法
- 塔吊钢丝绳的使用注意事项及报废标准
- 南美白对虾冬棚镀锌钢丝绳钢绞线搭建方
- 水产养殖专用热镀锌钢绞线2.4mm/2.6mm/3.0
- 钢丝绳的近似重量如何计算
联系我们
邮箱:168lkk@163.com
手机:13861988658
电话:13861988658
地址:江苏省南通市通州区张芝山镇工业园
常见问题
18×7类阻旋转钢丝绳生产工艺改进
作者:admin 发布时间:2020-04-10 15:46点击:
1问题提出
18×7类钢丝绳是内外两层股以相反方向捻制,受载时钢丝绳具有一定的阻旋转性,广泛应用于矿山、石油、港口机械等领域。但是近年来笔者走访客户发现,18×7类钢丝绳在使用过程中经常出现子绳先断、子绳外翻、内外层绳分层等现象。尤其是子绳先断不易察觉,在使用过程中存在较大的安全隐患,导致许多客户放弃使用此类结构的钢丝绳。
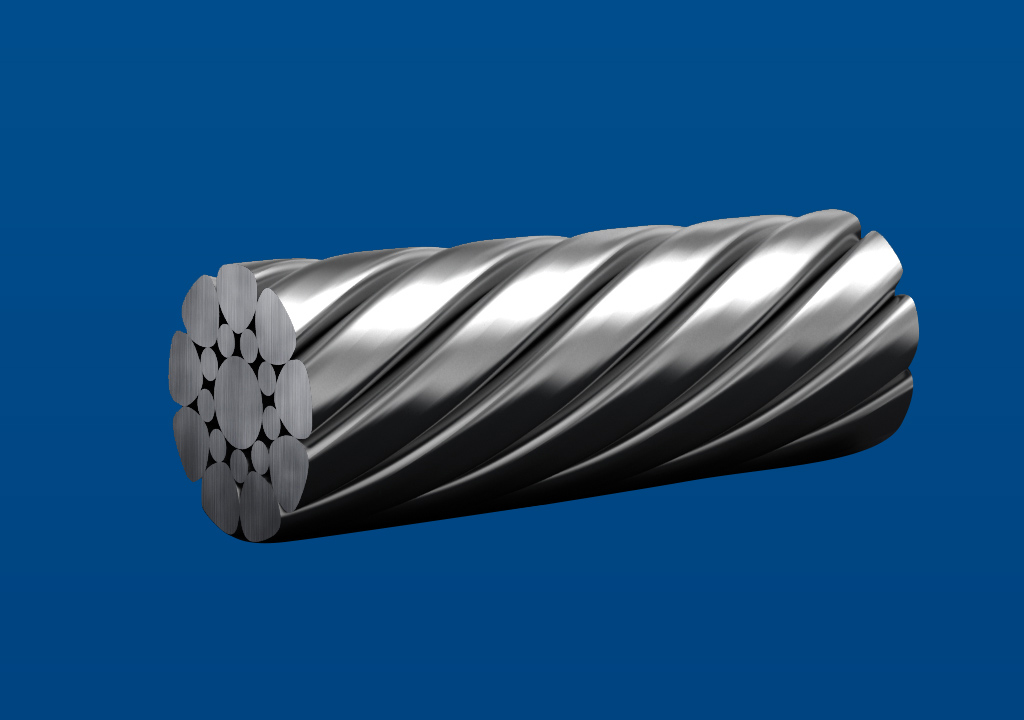
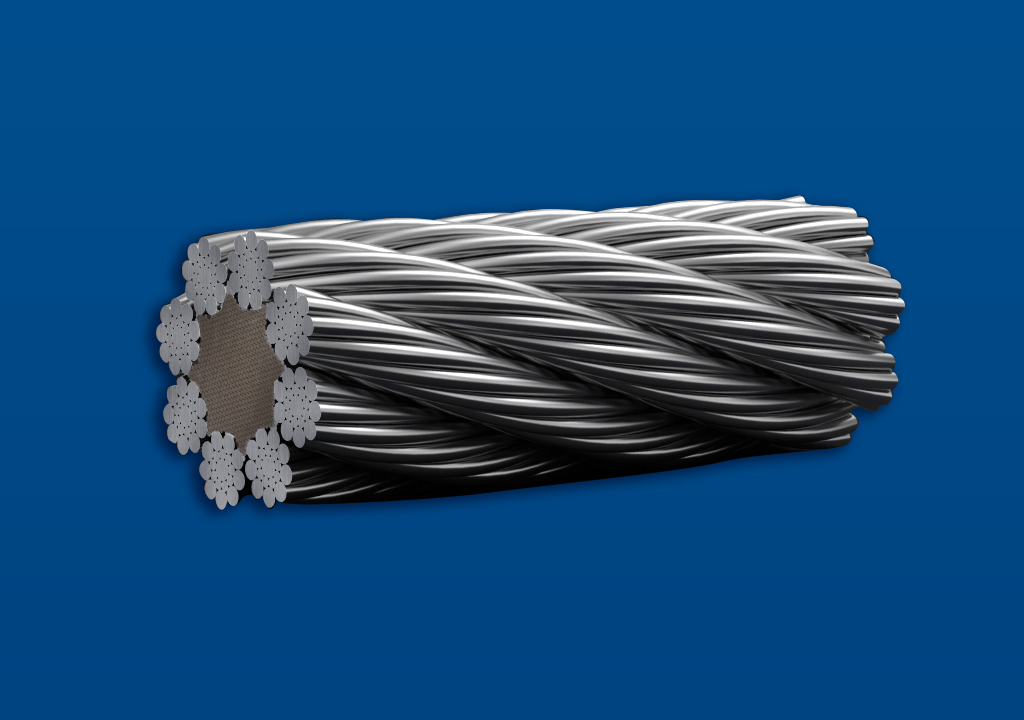
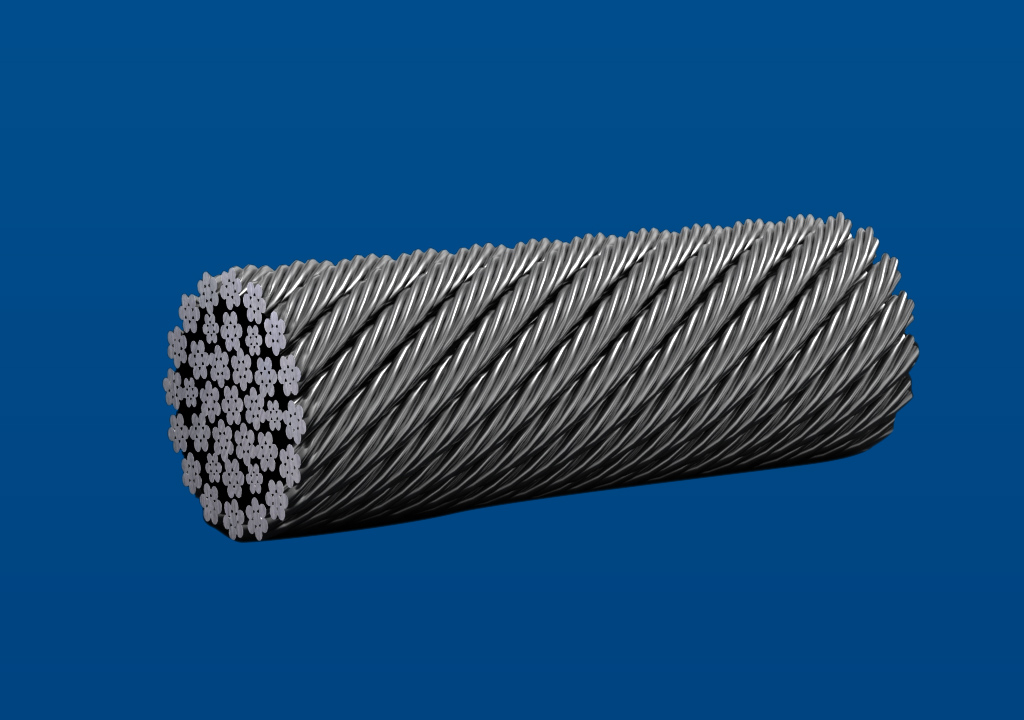
针对上述问题,笔者以18×7-FC-28mm钢丝绳为例,分3组工艺参数或制造方式(常规式、粗细式、压实式,图1),对钢丝绳的内外层股面积比、捻距比、内层股变形率等进行改进,降低了此类钢丝绳使用过中的安全风险,提高了其使用寿命,满足了客户要求,
2技术要求
3钢丝绳制造
2技术要求
客户对18×7-FC-28mm钢丝绳主要要求:公称直径28mm,公称强度1770MPa,最小破断拉力430kN,捻法右交互捻,直径允许偏差为钢丝绳公称直径的+1%~4%,其余参照GB8918-
20061执行。
3钢丝绳制造
为了保证钢丝绳内外层的紧密性,此类钢丝绳的生产采用管篮式串联机组将所有股一次捻制成绳(内层股可以用压实股生产),SKC(6+18)/630型筐篮式串联机组如图2所示。
压实式钢丝绳的子绳在SK8/600型筐篮机上通过在线锻打的方式生产,然后在SKC(6+18)/630型筐篮机上捻制12个外层股。
压实式钢丝绳的子绳在SK8/600型筐篮机上通过在线锻打的方式生产,然后在SKC(6+18)/630型筐篮机上捻制12个外层股。
3.1预变形和后变形参数确定
为保证钢丝绳外层股有适宜的成型率,可通过调整卧式预变形器(图3)参数实现。钢丝绳辊间距一般为捻距的0.88~0.92倍,压弯量为钢丝绳直径的1.4~1.6倍~0。为了更好地消除钢丝绳的残余应力,改善钢丝绳表面质量,提高钢丝绳的使用寿命,需在压线瓦后面,安装几组纵横排列的辊轮式后变形装置,使钢丝绳通过纵横不同的几组辊轮,进行反复弯曲和径向压缩,以提高钢丝绳的柔软性能和疲劳性能。后变形装置(图4)辊间距L为(2~
3)×捻距,压弯量h为(0.65×1.0)×钢丝绳公称直径。
3.2钢丝绳捻制工艺参数
对18×7-FC-28mm钢丝绳分两步进行改进,从起初的常规式改为粗细式,然后从粗细式改为压实式,其配丝、捻距和捻向、内层股预变形参数分别见表1、表2、表3。
从表1、表2可以看出,3种生产方式钢丝维内层股与外层股的金属截面积的比值是逐渐增大的:内层股和子绳的捻距逐渐变小,这样可以提高子绳的旋转力矩,使得钢丝绳在使用过程中内层与外层的旋转力矩更趋于平衡,极大地改善钢丝绳的阻旋转性能。
从表2、表3看出,钢丝绳捻距不变的情况下,减小内层股和子绳的捻距;外层股预变形参数不变的情况下,改变内层股的变形量,可以避免钢丝绳在切开后断口子绳外伸或内缩,保证断口平齐,同时也防止钢丝绳在使用过程中内外层分离,子绳先被拉断的风险。
4钢丝绳试验结果
4钢丝绳试验结果
分别对3种方式生产的钢丝绳的破断拉力、内层股变形率、钢丝绳旋转性能、使用寿命进行比较。
4.1破断拉力比较
按照GB/T8358-2006]要求采用浇铸法,3种钢丝绳破断拉伸结果:常规式为451kN、粗细式为454kN、压实式为465kN,由于其金属截面积的改变,提高了钢丝绳破断拉力。
4.2内层股变形率比较
在水平工作台上测量钢丝绳内层股变形量,并计算其变形率(表4),在外层股预变形参数不变的情况下,改变钢丝绳内层股变形率,使其内层股由常规式的松散状,到压实式钢丝绳内层呈微松散状。
5结论
4.4钢丝绳使用寿命比较
笔者近年来通过回访客户,对钢丝绳实际使用寿命进行统计,其平均使用寿命为:常规式5.8个月,粗细式6.3个月,压实式7.5个月,粗细式的平均使用寿命约是常规式平均使用寿命的1.1倍,压实式的平均使用寿命分别是常规式、粗细式平均使用寿命的约1.3倍和1.2倍。
5结论
通过调整18×7-FC-28mm钢丝绳内层股与外层股的面积比、捻距比、捻向及内层股变形率,延长了钢丝绳的使用寿命,提高了钢丝绳的破断拉力和旋转性能,同时使得钢丝绳更加紧密,钢丝绳的断口基本平齐。不仅满足了客户的使用要求,而且降低了此类钢丝绳在使用过程中的安全风险。
新闻资讯
-
2021-03-25镀锌钢丝绳6*7+FC,电镀锌钢丝绳7*7
-
2021-03-25电镀锌钢丝绳(7*7-3.18)
-
2021-03-21旋挖钻机钢丝绳使用过程中应注意哪些事
-
2021-03-21旋挖钻机钢丝绳报废时应注意以下4点
-
2021-03-21如何延长旋挖钻机钢丝绳的使用寿命?
-
2021-03-21工程机械钢丝绳的正确使用方法
相关产品