新闻动态
新闻动态
- 镀锌钢丝绳6*7+FC,电镀锌钢丝绳7*7
- 电镀锌钢丝绳(7*7-3.18)
- 旋挖钻机钢丝绳使用过程中应注意哪些事
- 旋挖钻机钢丝绳报废时应注意以下4点
- 如何延长旋挖钻机钢丝绳的使用寿命?
- 工程机械钢丝绳的正确使用方法
- 塔吊钢丝绳的使用注意事项及报废标准
- 南美白对虾冬棚镀锌钢丝绳钢绞线搭建方
- 水产养殖专用热镀锌钢绞线2.4mm/2.6mm/3.0
- 钢丝绳的近似重量如何计算
联系我们
邮箱:168lkk@163.com
手机:13861988658
电话:13861988658
地址:江苏省南通市通州区张芝山镇工业园
常见问题
35W×7-1770MPa阻旋转钢丝绳生产工艺改进
作者:admin 发布时间:2020-04-10 15:55点击:
1引言
35W×7钢丝绳属于多层股钢丝绳,标准名称是阻旋转钢丝绳。阻旋转钢丝绳作为不可替代的钢丝绳结构品种,因其柔软系数高、可挠性好,结构紧密,破断拉力高,钢丝绳反拨力小,挂绳后几乎不旋转等特点,广泛应用在各种工矿场所。随着目前场所环境对钢丝绳产品质量和性能的高标准要求,企业在钢丝绳制造过程中实施多方面技术改进,通过加强捻制过程中外层绳股与内层绳股之间的紧密合缝,以期达到减少旋转力矩和旋转程度的产品结构设计要求,提交用户满意的产品。
鉴于客户和产品认可要求,公司安排了阻旋转钢丝绳产品的生产。35W×7-1770MPa阻旋转钢丝绳在我公司内尚属首次生产,为确保一次成型产品不旋转,在接到生产任务后,公司在产品原料选择、工艺技术、设备调整、生产组织、产品质量检测等方面组织了评审论证,加强了工艺技术管理并进行了技术改进。
2阻旋转钢丝绳设计制造
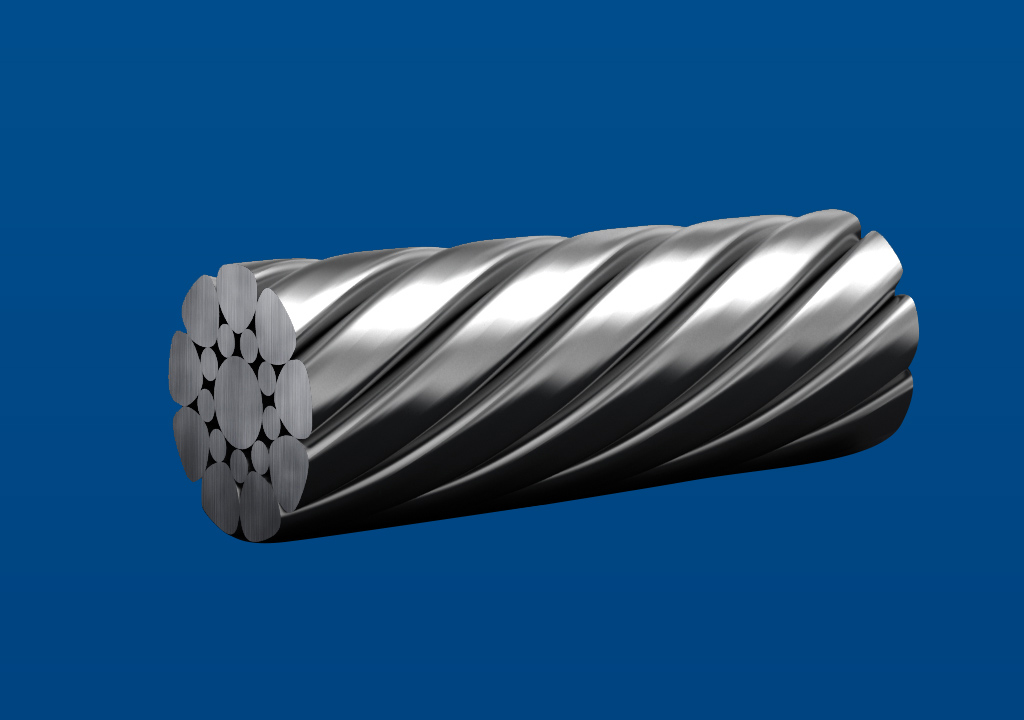
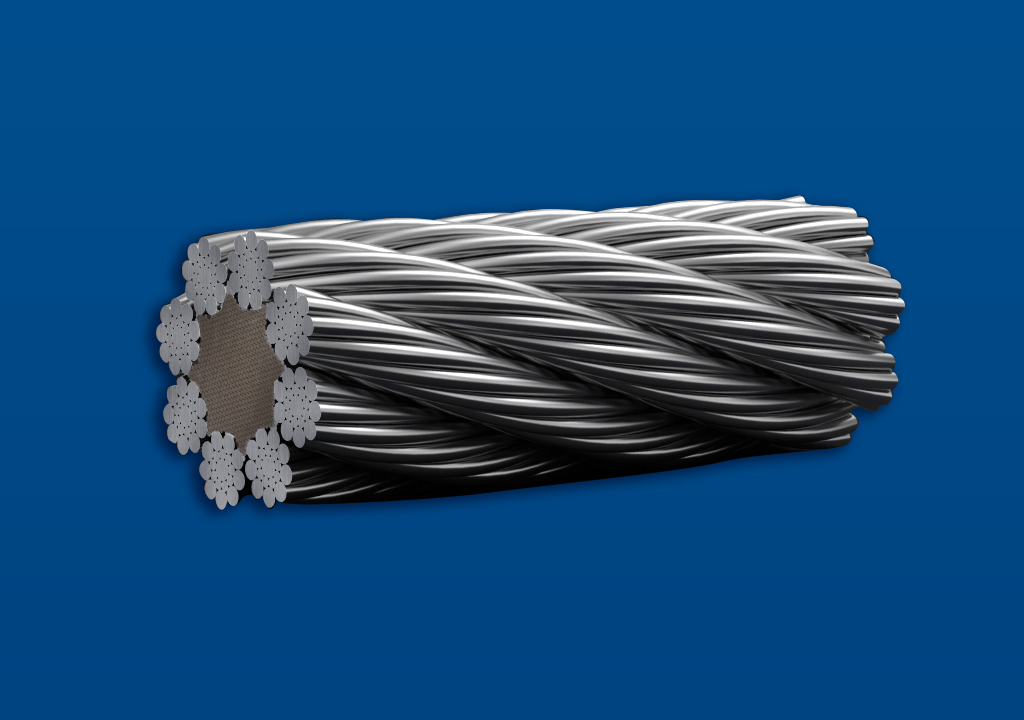
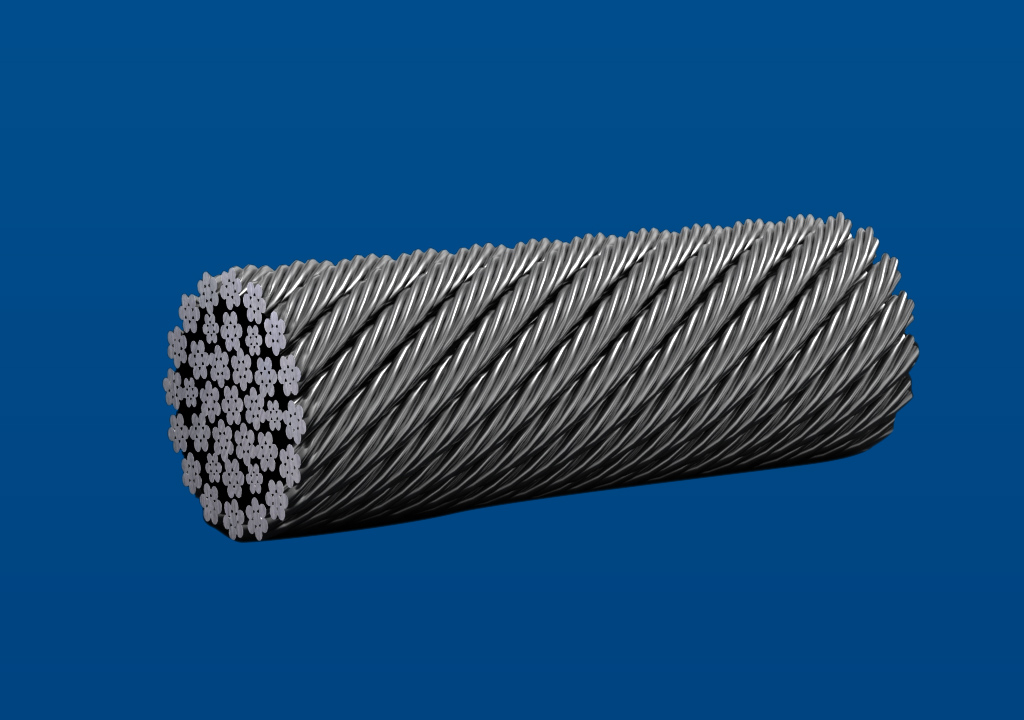
2.1 35W×7-1770MPa阻旋转钢丝绳的结构设计
35W×7-1770MPa阻旋转钢丝绳主要技术要求:公称直径20mm,公称强度1770MPa,绳捻向:右交互拾,最小破断拉力255kN,直径允许偏差(+2%,①,其余参照GB8918-2006执行。
35W×7阻旋转钢丝绳结构如图1所示,结构为1×7+6×7+6×7/6×7+16×7,是3层股组成,钢丝绳成捡次数为3次。因其结构内层绳芯为1x19W,可将1×19W绳芯一次捻制,然后将内层绳当作绳芯加以最外层绳16股一次拾制,整绳调整为2次捡绳,如此可提高钢丝绳的整绳破断拉力,而且能显著改善其阻旋转效果"
公司拥有18/630+18/630型串联机组合绳机,主要用于多层股阻旋转钢丝绳产品的捡制。在生产35W×7结构钢丝绳时,可使35股钢丝绳一次成型生产完成,该设备不仅可提高钢丝绳的生产效率,而且内外层捡向相反,抵消钢丝绳的旋转力。
3。35W×7-1770MPa阻旋转钢丝绳工艺改进措施
为确保钢丝绳一次成型不旋转,查证相关资料,对阻旋转钢丝绳生产制造中易产生的绳头切断松散,内层绳丝交错划痕,钢丝绳旋转等质量问题1考虑并制定防范措施。公司在原料选择、工装央具参数设计、生产过程控制方面实施了改进。
3。35W×7-1770MPa阻旋转钢丝绳工艺改进措施
为确保钢丝绳一次成型不旋转,查证相关资料,对阻旋转钢丝绳生产制造中易产生的绳头切断松散,内层绳丝交错划痕,钢丝绳旋转等质量问题1考虑并制定防范措施。公司在原料选择、工装央具参数设计、生产过程控制方面实施了改进。
3.1原料选择
钢丝绳原料盘条的质量决定了制绳钢丝的质量,为确保35W×7钢丝绳的抗拉强度满足1770MPa,设计选用标准规定的72A盘条,确认原料盘条强度满足1020~1120MPa,化学成分满足标准要求。经检测原料盘条和制绳钢丝得到最佳的索氏体化组织,保证了钢丝的质量。表3是盘条和制绳钢丝的化学成分,制绳钢丝用72A-6.5mm盘条和制绳钢丝的金相组织见图2和图3,均达到规定索氏体化率95%以上的要求。
4钢丝绝试验结果
5结语
3.2制绳钢丝质量控制
钢丝绳设计时考虑制绳钢丝各层单丝直径的匹配,减少单丝直径的变化,在满足工艺条件的基础上,适当调整钢丝直径保证钢丝产品通条性,且要求钢丝绳内所有钢丝通条无电接头,确保钢丝质量。
钢丝拉拔的过程中,钢丝拉拔工艺采用多道次、小压缩率的拉拔路线,保证制绳钢丝韧性指标。
热处理火线盘条72A抗拉强度在满足标准1150-1250MPa的基础上,公司规定钢丝绳捡制前制绳钢丝强度需在1770MPa强度上再增加50MPa的保险值,即每层钢丝强度值均控制在1820MPa以上。
3.3预变形参数控制
预变形参数控制在解决钢丝绳松散方面起关键作用,钢丝绳股经过预变形器的压辊反复弯曲可消除钢丝绳捡制应力,达到不松散、内外层绳不分离的效果。在35W×7钢丝绳生产时,18/630+18/630合绳机在首先成型的绳芯股1×19W的生产中,前18/630合绳处不需添加预变形器,其目的是内层绳芯成松散状态,有较大的弹性,可增加绳芯的扭转力矩,以平衡外层16股绳的扭转力矩。在后18/630整绳合绳前添加预变形器,保证绳芯1x19W拾制紧密,使股绳的预变形螺旋形状符合钢丝绳拾制所需要的螺旋形状。
公司为生产35W×7钢丝绳,设计制作了专用的预变形器、相应的分线盘和后变形器,调整预变形中主要的工艺参数辊距和压下量,使形成的股绳曲率与股绳在钢丝绳中固有的曲率相一致,设计生产预变形的辊距和压下量见表
4。经生产实践,
4。经生产实践,
35W×7股绳经预变形器成形后,钢丝绳不松散,不起壳,切头后无旋转。表4预变形参数/mm结构绝径卷距辊距压下量
35W ×72013011026辊距L和压下量了通过下式计算:L=(0.85~0.900拾距,=(1.30~1.600绳径。
3.4生产过程控制
35W×7-1770MPa阻旋转钢丝绳在(18/630+
18/630合绳机设备运转前,调整保证1×19W绳芯和外层16个股绳的张力一致,股绳出分线盘后自然合拢,经压线楼紧密压实、压牢。同时定期确认压线模孔槽的光滑性,孔径是否合适,确保钢丝绳表面无划伤等现象。
钢丝绳捻制过程中要求经常检查钢丝绳表面缝隙情况,绳内钢丝不得有交叉、折弯和断丝等缺陷,捡制均匀、紧密和不松散,绳在展开无负荷情况下,不得星波浪状。钢丝绳涂油方式是股淋油加绳涂油,钢丝绳应均匀连续涂油。
4钢丝绝试验结果
35W×7-20-1770MPa成品钢丝绳经全部拆股检测,204根钢丝的强度、担转、弯曲值全部合格,钢丝和整绳直径全部合格,钢丝破断拉力总和为350kN,实测整绳破断力为271.12kN,满足标准255kN。试验结果表明,35W×7-1770MPa性能指标满足GB8918-2006规定值要求间。钢丝绳实测结果见表5。
表5钢丝绳拆股检测数值
钢丝直径试验钢抗拉强度MPa扭转/次弯曲/次加m丝数/根最大敢小最大最小最大章小1.0013219881823 503829231.03361885 1820514429240.80361868182642352319按照ISO21669要求对35W×7-20-1770MPa钢丝绳进行旋转性能试验,施加载荷51kN,测定钢丝绳旋转值(圈/1000。经国家金属制品质量监督检验中心检测,旋转值为0.51(圈/1000D,满足EN12385-3:2004的要求。
5结语
35W×7阻旋转钢丝绳的生产需要先进的生产工艺设计系统为支撑,通过公司生产实践证明,确定股径和丝径的配比、内外层股绳掩向、工装预变形等产品工艺参数,可使钢丝绳旋转条件减弱。改进后的35W×7-1770MPa钢丝绳技术性能指标均达到GB8918-2006和中国船级社《材料与焊接规范》要求,钢丝绳的使用效果良好,得到用户的肯定。
新闻资讯
-
2021-03-25镀锌钢丝绳6*7+FC,电镀锌钢丝绳7*7
-
2021-03-25电镀锌钢丝绳(7*7-3.18)
-
2021-03-21旋挖钻机钢丝绳使用过程中应注意哪些事
-
2021-03-21旋挖钻机钢丝绳报废时应注意以下4点
-
2021-03-21如何延长旋挖钻机钢丝绳的使用寿命?
-
2021-03-21工程机械钢丝绳的正确使用方法
相关产品