新闻动态
新闻动态
- 镀锌钢丝绳6*7+FC,电镀锌钢丝绳7*7
- 电镀锌钢丝绳(7*7-3.18)
- 旋挖钻机钢丝绳使用过程中应注意哪些事
- 旋挖钻机钢丝绳报废时应注意以下4点
- 如何延长旋挖钻机钢丝绳的使用寿命?
- 工程机械钢丝绳的正确使用方法
- 塔吊钢丝绳的使用注意事项及报废标准
- 南美白对虾冬棚镀锌钢丝绳钢绞线搭建方
- 水产养殖专用热镀锌钢绞线2.4mm/2.6mm/3.0
- 钢丝绳的近似重量如何计算
联系我们
邮箱:168lkk@163.com
手机:13861988658
电话:13861988658
地址:江苏省南通市通州区张芝山镇工业园
行业动态
镀锌钢丝绳深加工技术研究
作者:admin 发布时间:2020-04-01 14:42点击:
钢丝绳芯橡胶输送带和高压胶管的骨架材料绝大多数是使用镀锌钢丝绳。未来,胶管、胶带产品开始朝着多品种、高性能、轻量化、多功能、节能化、安全性、环保化和延长使用寿命等趋势发展,形成“绿色管带”理念。为了适应胶管胶带行业寻求智能转型、绿色发展和结构优化的新形势,法尔胜公司进行了管带加强芯用镀锌钢丝绳深加工技术研究,本文对此进行介绍。
1胶管用钢丝绳轻量化研究
“胶管绿色化”具体体现在对钢丝绳产品的要求就是结构经济型,即在同样公称直径的前提下,钢丝绳的最小破断拉力应至少提高10%,这样可以提高胶管的爆破压力;或者是在同样钢丝绳的最小破断拉力前提下,应至少减小钢丝绳公称直径的10%,以减轻胶管管体的单位重量。
因此,公司选择在同样公称直径的前提下,提高钢丝绳的最小破断拉力的方案。从工艺角度来设计经济型结构的钢丝绳,要提高钢丝绳的最小破断拉力,一方面是增加钢丝总横断面积,这要改变钢丝绳的结构;另一方面是要提高钢丝抗拉强度,这就要改变钢丝绳用原料和生产工艺。
众所周知,在同样直径的情况下,增加钢丝总横断面积就是要增加钢丝的数量、减小钢丝直径。
钢丝数量增加过多,会给工艺设计带来很多困难,给生产组织带来麻烦,尤其是钢丝绳松散、应力难于消除。
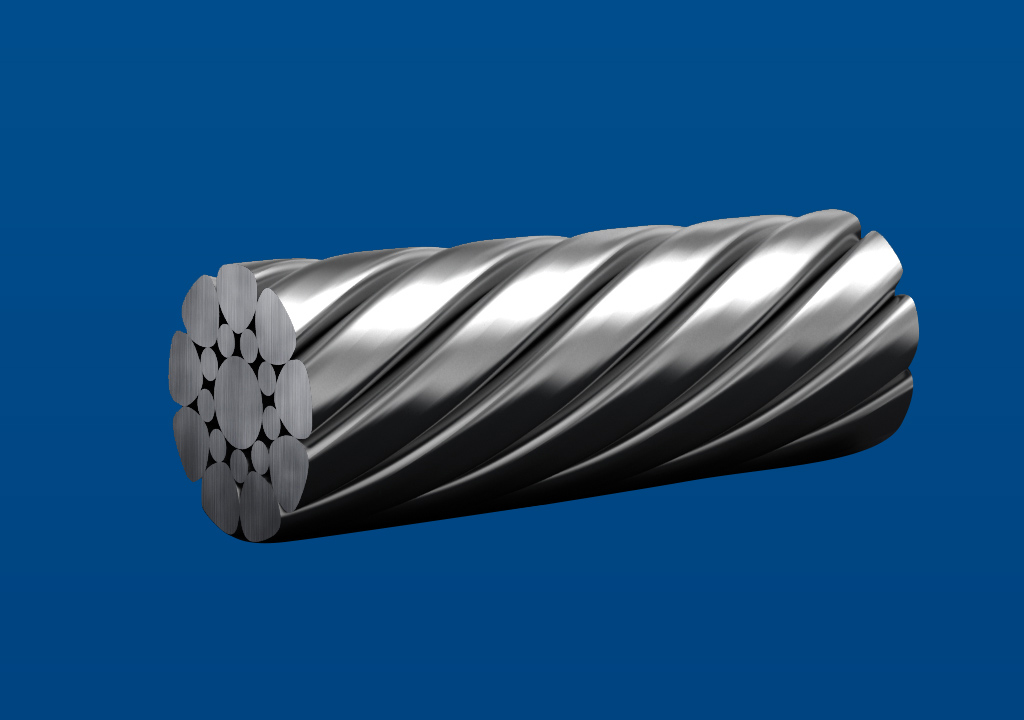
试验了直径3.5mm的1×24DW、1×25Fi、1×31SW、1×37M四种不同结构的高压胶管用镀锌钢丝绳,将试制出来的这四种结构钢丝绳的伸长率、直线性、残余扭转、平整度、松散、应力和与橡胶粘合情况等质量指标,与1×19标准结构钢丝绳进行对比衡量,结果表明1×24DW结构的钢丝绳各项指标更具有优越性。
选择确定的1×24DW新结构钢丝绳与1×19标准结构的钢丝绳相比,尽管只增加了5根钢丝,但是它们的钢丝之间接触方式完全不同。1×24DW新结构中的钢丝呈线接触状,使用寿命高;而1
×19标准结构中的钢丝呈点接触状,使用寿命低。它们的结构参数对比情况如表1。
钢丝抗拉强度决定因素之一是生产原料,即盘条(也称线材)的钢号。提高钢丝抗拉强度的有效途径是选择高含碳量牌号的盘条。生产1×19标准结构的钢丝绳,选择含碳量0.70%左右牌号的盘条。而生产1×24DW新结构钢丝绳,设计选用含碳量至少0.800%以上牌号的盘条。开发的1×24DW这种结构新颖的高压镀锌钢丝绳取得了令人满意的效果,轻量化率达到62.55%,其性能与标准结构1×19的钢丝绳对比如表2,它单重只增加8%而最小破断拉力却提高了
1.77倍,可以大大增加胶管的工作压力。
2胶带用钢丝绳结构多样化研究
新常态经济形势下,胶带工作超负荷化、结构复杂化、材料复合化、价格白刃化,对加强芯增强层的钢丝绳要求也越来越高。胶带的型号从原来的ST6300型以下,开始向ST7000型以上发展,最高达到ST10000型,胶带用钢丝绳向多结构、大直径和超高强度化方向发展。
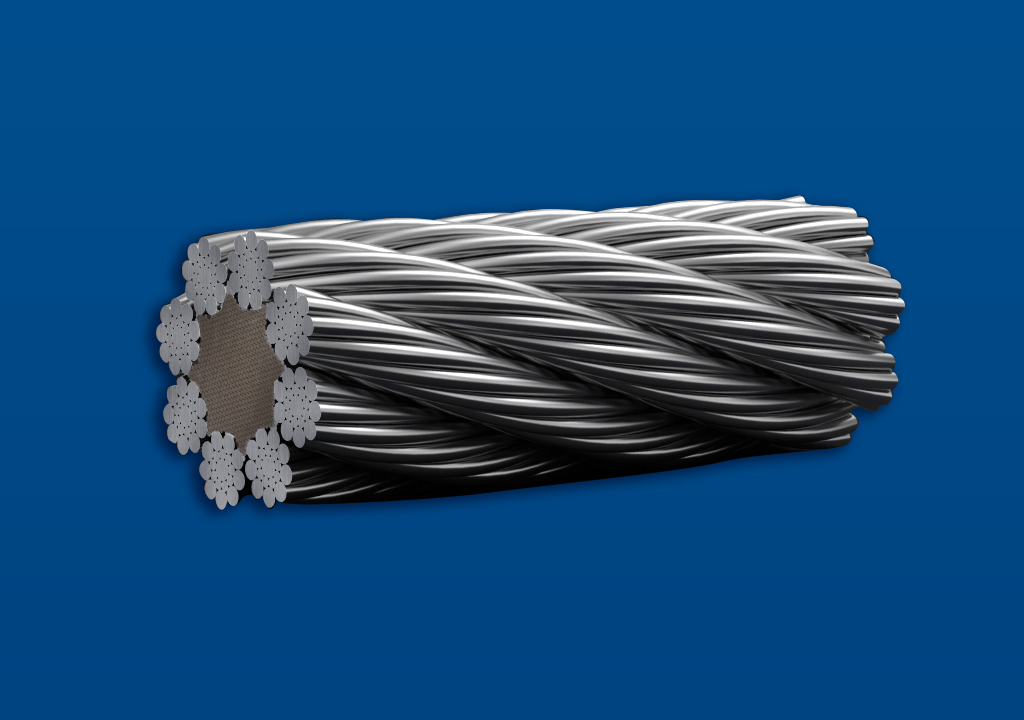
胶带用钢丝绳以前主要是6×7-WSC、6×19-WSC和6×19W-WSC三种结构。公司紧紧抓住市场机遇,不断创新,并试制了6×19+3×7、6×19SEW-WSC、7×7-WSC、8×19+4×7等各种新结构、规格的胶带用钢丝绳。其中,供给固特异公司的一种胶带用钢丝绳新产品,使固特异公司试制出国际首条ST10000型钢丝绳芯输送带,创造了胶带生产史上的一个奇迹。
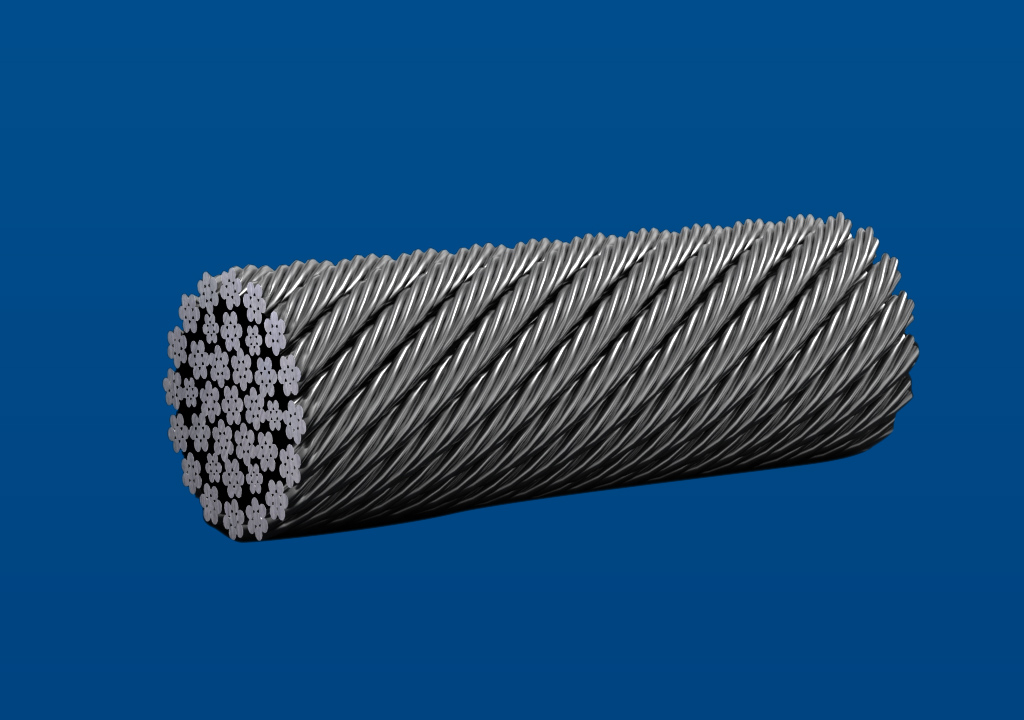
例如,在原6×19-WSC标准结构的基础上,试验了8×19-IWRC(4×7)、8×19-IWRC(7×7)、8
×19-WSC(1×37中心股1×3)和8×19-WSC(1×37)四种不同绳芯结构的胶带用钢丝绳,外层用8股结构。与外层6股结构的相比,在直径相同和钢丝抗拉强度相同的基础上,外层8股的钢丝绳,既提高了钢丝绳的破断拉力,又增加了钢丝绳的柔韧性。它们的结构对比情况如表3。
钢丝股数或钢丝的数量增加,会使钢丝与橡胶接触的总表面积相对有所减小,从而会影响到钢丝绳与橡胶粘合情况,特别是橡胶不易渗透到中心股的中心钢丝上,胶带的橡胶渗透性不达标。为了保证钢丝绳与橡胶渗透性,研发了二种特殊的深加工生产工艺:一种是在钢丝绳捻股过程中预填胶泥,另一种是使绳股的外层钢丝中若干相间隔的钢丝的表面设有螺旋凹槽。采用这两种工艺生产的钢丝绳,可以确保钢丝绳既具有超高的强度,又与橡胶具有优良的附胶率、粘结力和渗透性。
3管带用钢丝绳包装环保化研究
管带用钢丝绳因要与橡胶粘合,钢丝绳表面要求干净,不能被污染、氧化和腐蚀。所以,包装该种钢丝绳是一个特殊过程,其包装技术也是生产核心技术。
以往这种钢丝绳是采用木质工字轮(也称盘具)卷取。卷绳前,轮芯和内侧应衬一层中性防潮纸或塑料薄膜。卷绳时,钢丝绳应均匀平整地缠绕在工字轮上。卷绳后,应将绳头用胶布相扣固定好,然后在外层钢丝绳上包上一层中性防潮纸和塑料薄膜,并用胶布紧贴封闭。包装好的工字轮应穿入铁管吊杆,装入放有塑料袋的铁桶内,塑料袋内放入干燥剂布袋,密封好塑料袋后,将铁桶封闭严实。
这样一来,造成包装费用接近总成本的10%,也给胶管、胶带生产企业产生很多工业垃圾。为了节约资源,降低包装成本,减少浪费,在保证包装质量的前提下,开展了管带用钢丝绳绿色包装技术研究。
1)卷绳采用工程塑料工字轮和钢质工字轮替代木质工字轮。
木质工字轮一般只使用一次,最多再回用一次,造成资源浪费严重。使用工程塑料工字轮和钢质工字轮,虽然单价贵些,但是可以多次循环使用,性价比高。此外,采用工程塑料工字轮和钢质工字轮,工字轮轮芯和内侧不用衬一层中性防潮纸或塑料薄膜,又可以减少这种包装材料。
2)外包装采用铝塑复合包装袋或塑料薄膜缠绕包装替代铁桶。
卷取好钢丝绳的工字轮排列码放在铝塑复合包装袋内,抽气封口后用打包带将工字轮和包装袋紧固于木托架上。或者,用塑料薄膜将卷取好钢丝绳的工字轮整个缠绕密封起来,把工字轮排列码放在木托架上,再用打包带将工字轮紧固于木托架上。
外包装采用铝塑复合包装袋或塑料薄膜缠绕包装,可以很大程度上减少整批钢丝绳运输体积,降低运输费用,也减少因铁桶吊装带来的损耗。
3)精准确定干燥剂用量。管带用钢丝绳每个订单的长度不同,其包装单元大小、重量各异。以往该种钢丝绳包装单元是采用同样重量的干燥剂量。为了精准计算不同包装单元干燥剂用量,需要与客户共同进行管带用钢丝绳运输路线环境状况测定,将温度、湿度自动连续记录仪置入钢丝绳包装单元内,得出不同包装单元与运输路线的温度、湿度数据库,然后对大数据进行计算、分析,确定干燥剂量的大小,如表4。在保证质量的前提下,干燥剂单耗下降了三分之一。
与此同时,把原来含钻的变色硅胶更换成环保型细孔硅胶。把硅胶包装布袋改为透气性好的无纺布袋。由自己手工灌装干燥剂,外包给分供方机械化灌装。
4存在问题和展望
因为管带生命周期长达十几年,新结构的钢丝绳推广、试用也就非常缓慢,这也很大程度上延缓了管带用钢丝绳深加工技术的创新。
管带用钢丝绳深加工目前遇到瓶颈,制绳钢丝抗拉强度要再提高100MPa以上需要C92D2、C98D2牌号的盘条,我国钢厂还不能批量提供这种盘条用于生产。
为了更好地保护好钢丝绳表面的锌层,正在寻求一种有机溶剂涂覆在钢丝绳上。一方面是这种有机溶剂可以使锌层与外界隔离,防止锌层被腐蚀和污染,延长钢丝绳保质期;另一方面,由于这种有机溶剂含有促进锌层与橡胶粘接的成分,可以提高钢丝绳附胶率和与橡胶的粘接强度。随着计算机网络技术和材料科学不断取得新的成果,管带用钢丝绳深加工也将迎来一个智能化、多功能、协同创新过程。今后的发展目标是使钢丝绳结构更加多样化,与橡胶粘接质量更稳定,进一步提高最小破断拉力。
- 上一篇:特种钢丝绳的研发与相关问题探讨
- 下一篇:技术突破!贵州钢绳公司首次为用户生产整船用
新闻资讯
-
2021-02-24最全的在这里!原来钢丝绳具体应该检测
-
2021-02-15镀锌钢丝绳有哪些磨损以及磨损原因是什
-
2021-02-15技术突破!贵州钢绳公司首次为用户生产
-
2020-04-01镀锌钢丝绳深加工技术研究
-
2020-03-30特种钢丝绳的研发与相关问题探讨
-
2020-03-30对特种钢丝绳的理解与认识
相关产品